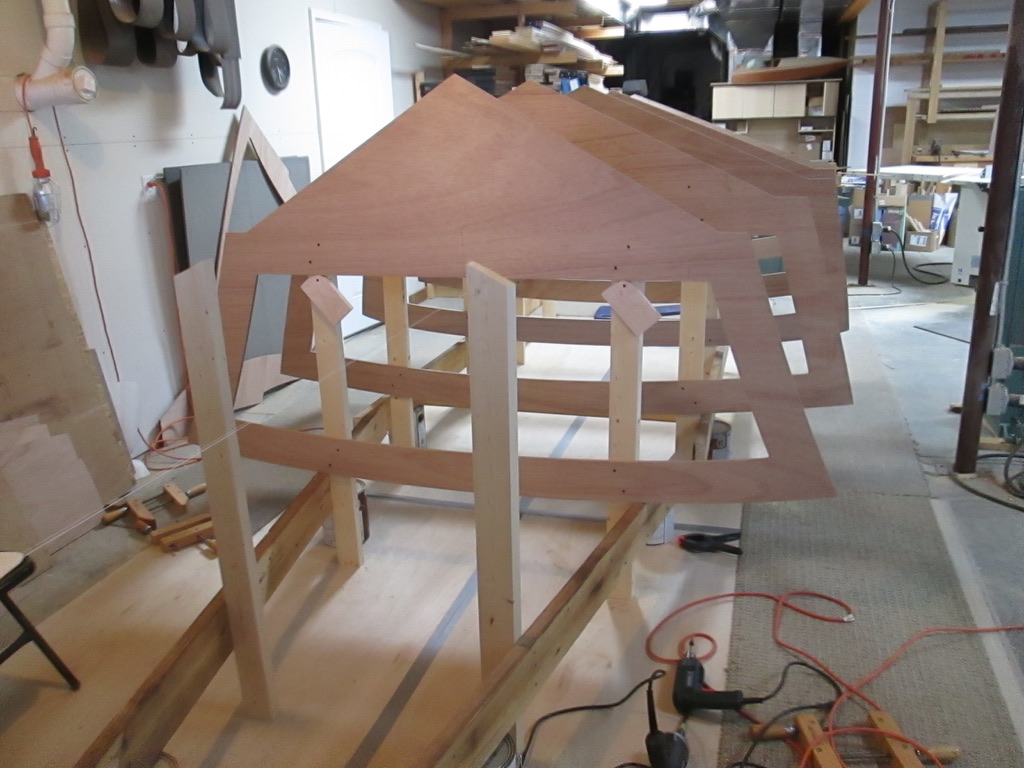
The boat strong back has finished its purpose, and was dismantled (last post), but as soon as the hull is turned over, it will need to be held up by another support, generally called a cradle. Since it is also temporary, it was built for braun and not beauty. It will have to hold up, reasonably steady, the increasing weight of the boat and occasionally my weight as I climb in and out.
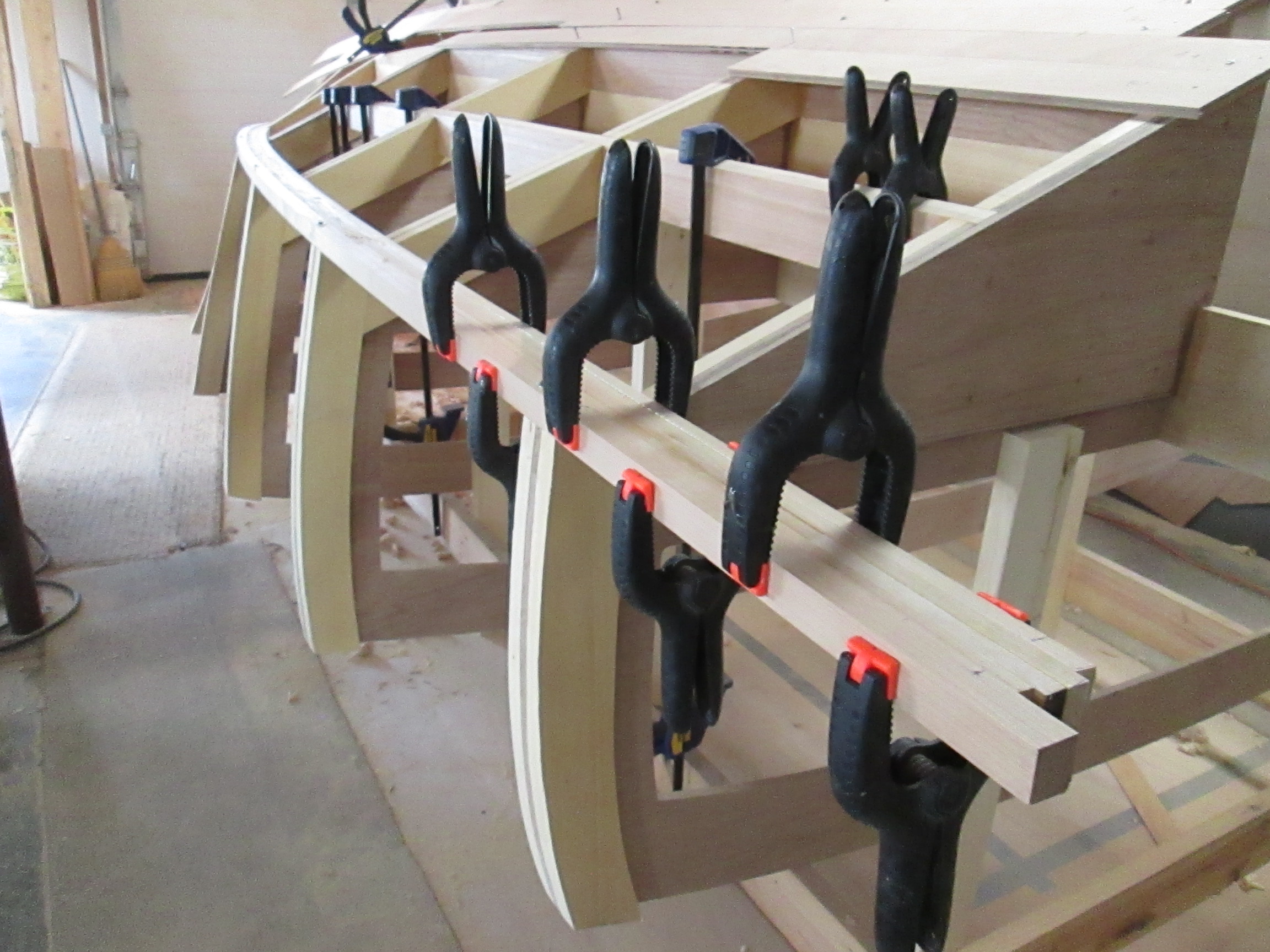
The legs are 2 x 4s recycled from the legs that were holding the cross frames. The other pieces are are random 2 x 2s or 2 x 4s that were laying around the shop. It is not easy to see, but the two boards that contact the hull have a cardboard cushion to avoid scratching during the next phase.

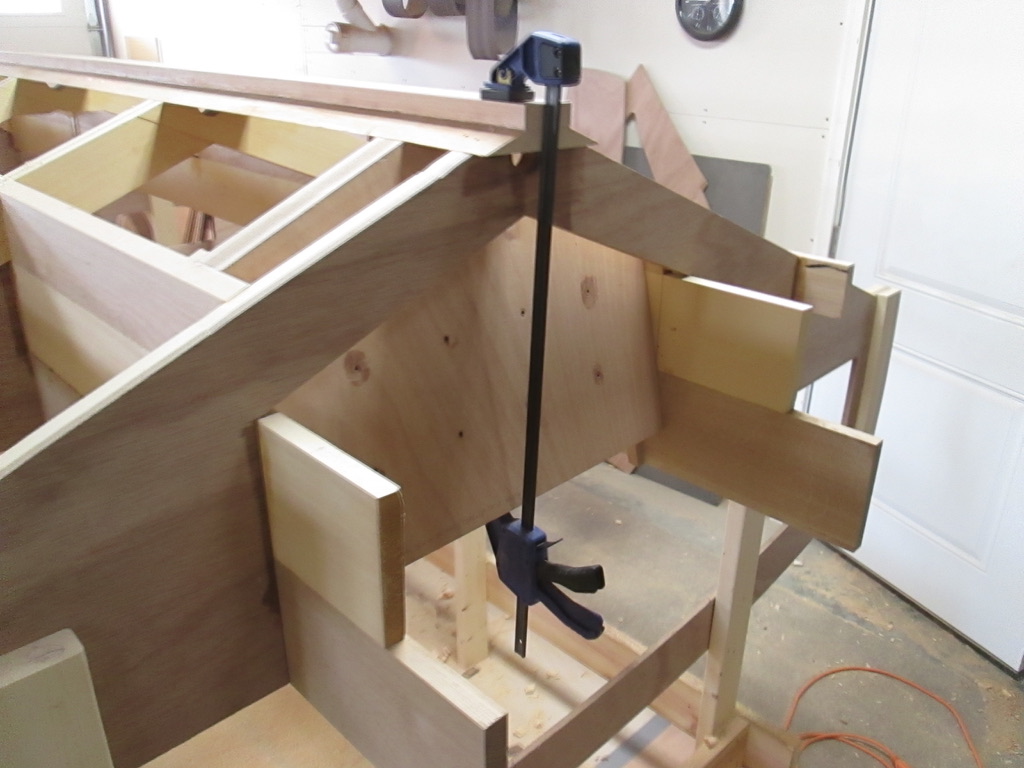
Last, the angular center piece is to give front to back rigidity, and prevent falling easily. If this isn’t enough, I may need to add some diagonal bracing later on.
As before, we needed the 2 x 4s attached to the ceiling joists, and Jeff Margush was agile enough to climb and get the job done. It is amazing what a few screws and a T-shaped 2 x 4 can hold, but from the look of the head scratching, I have some questions! I gained confidence considering that the thick yellow rope worked on the past boat.

Then the moment came to tie it up, lift and begin the turn. The rope prevented danger or over laod on one person.

We should have removed the legs from the first phase, as they got in the way of the ceiling and almost broke the light. But damage was averted with patience and moving it forward.

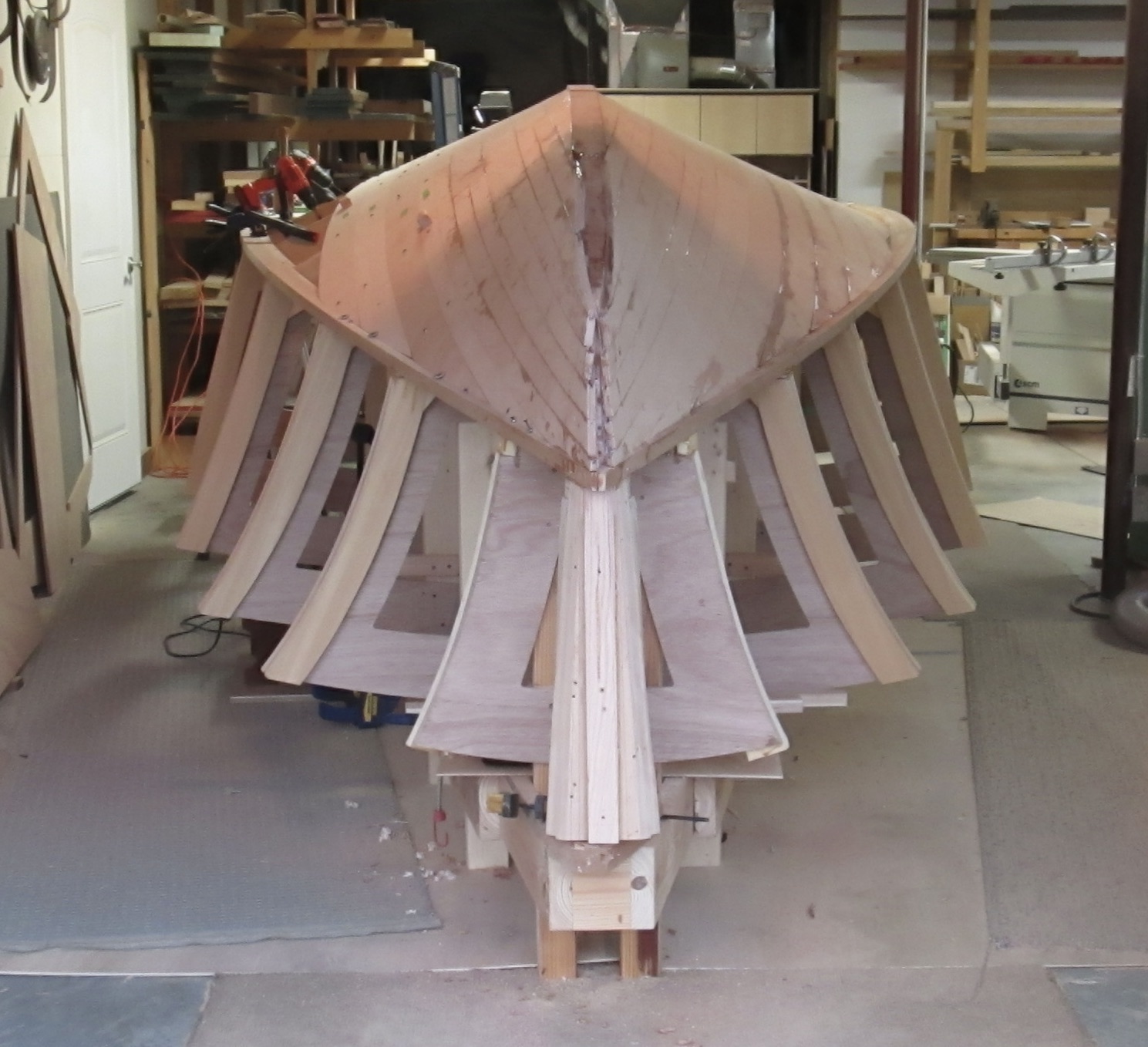
As the hull came down right side up, we settled it down on the custom cradles. It is remarkable how much construction on a boat is for strong backs, legs and bracing that eventually gets removed, leaving the boat alone.

Thanks to Jeff Margush, Johnny Crist (front) Marvin Metzler, Carsen, Aiden, and Jeremiah Greve, Leonard Nafziger, LT Newland, Stan Oyer, Jeff Bonta, son Jason Bonta and son-in-law Doug.

“It is not the end, only the end of the beginning,” said someone famous. And now the joy of seeing the boat up right. Much more work to do so we carry on . . .